-


Model:
+86 131-4173-2687(WhatsApp)
+86 131-4173-2687(WhatsApp)
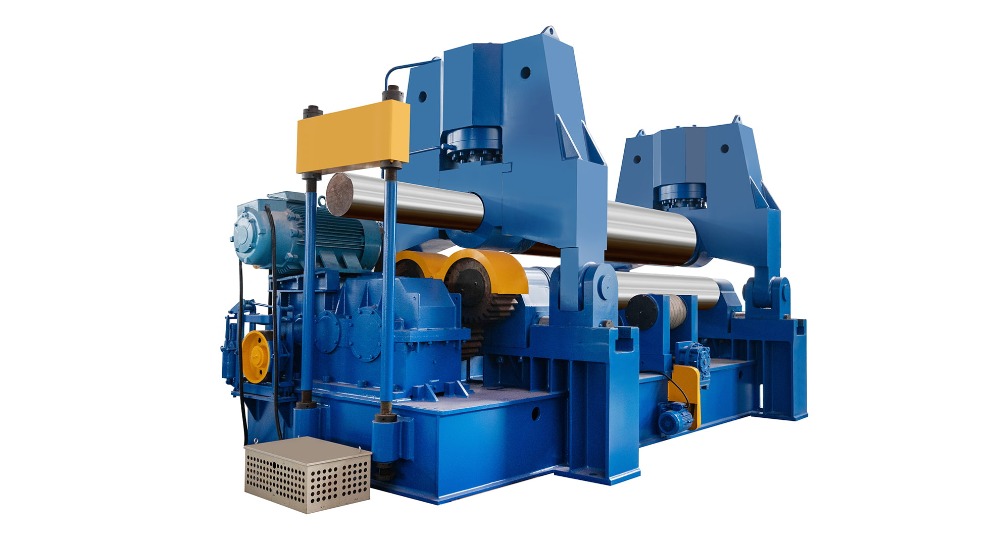
Düzgün Bükmeyi Sağlamak İçin Plaka Haddeleme Makinesinde Rulo Boşluğunun Ayarlanması
2025-10-03
Düz çelik bir plakadan mükemmel silindirik veya konik bir şekil elde etmek, herhangi bir plaka yuvarlama operasyonunun birincil amacıdır. Bu hedefe en yaygın ve sinir bozucu engel, tutarsız bükülmedir, bu da bir ucunda düz bir nokta veya belirgin bir spiral bükülme ile bir şekle neden olur. Bu kusurların temel nedeni neredeyse her zaman yanlış ayarlanmış veya tutarsız bir şekilde korunan bir rulo boşluğunda yatmaktadır.
“Nedenini” anlama: boşluk ve eğrilik arasındaki ilişki
Dokunmadan önce plaka haddeleme makinesi , neyi kontrol ettiğinizi anlamak çok önemlidir. Rulo boşluğu - özellikle üst rulo ve alt rulolar arasındaki mesafe - doğrudan nihai çapı ayarlamıyor. Bunun yerine, bükülme yarıçapı temas noktasında plakaya verildi.
Daha küçük bir rulo boşluğu Plakayı daha ciddi şekilde deforme olmaya zorlar, bu da daha sıkı bir bükülme yarıçapına (daha küçük bir silindir) neden olur.
Daha büyük bir rulo boşluğu Plakanın daha az deforme olmasını sağlar, bu da daha büyük bir viraj yarıçapına (daha büyük bir silindir) neden olur.
Düzgün bir silindir için, bu viraj yarıçapı plakanın bir kenarından diğerine aynı olmalıdır. Boşluk solda sağdan daha genişse, sol taraf sağdan daha düz olacaktır.
Temel Ön ayarlama kontrol listesi
Başarı hazırlanmaya bağlı. Bu adımları atlamak kesin boşluk ayarlamasını imkansız hale getirecektir.
1. Makine koşulunu doğrulayın:
Denetleme: Rulo yataklarında ve ayar mekanizmalarında aşırı oyun veya aşınma olup olmadığını kontrol edin. Herhangi bir eğim tutarsızlığa yol açacaktır.
Rulo Temizliği: Tüm ruloların kir, ölçek veya kaynak sıçraması içermediğinden emin olun. Küçük bir enkaz parçası tüm boşluk ayarını atabilir.
Hizalama: Tüm ruloların birbirine paralel olduğunu doğrulayın. Yanlış hizalanmış rulolar konik şekillerin birincil nedenidir (bir uç diğerinden daha büyük).
2. Malzemeyi anlayın:
Kalınlık Tutarlılığı: Plaka kalınlığını birkaç noktada, özellikle kenarların yakınında ölçün. Plaka stoğunun hafif bir konikliğe sahip olması nadir değildir (örneğin, bir ucunda 19.8mm, diğer tarafta 20.2mm). Bu varyasyon, mükemmel ayarlanmış bir boşlukla bile tutarsız bükülmeye neden olacaktır.
Malzeme Özellikleri: Malzemenin akma gücünün farkında olun. Daha sert malzemeler, daha yumuşak malzemelerle aynı viraj yarıçapını elde etmek için daha fazla basınç (daha küçük etkili bir boşluk) gerektirecektir.
3. Kritik İlk Adım: Teorik Sıfır Noktası Ayarlama
Plakayı yüklemeden önce bir taban çizgisi oluşturmalısınız.
Her iki alt rulo ile sıkı temas edene kadar üst ruloyu yavaşça indirin.
Bu senin “sıfır noktanız”. Dijital okuma veya mekanik ölçek şu anda sıfıra ayarlanmalıdır. Makineniz bu özellikten yoksunsa, konumu dikkatlice işaretleyin.
Şimdi, üst ruloyu istenen boşluğa yükselttiğinizde (örneğin, plaka kalınlığı artı küçük bir boşluk), bilinen, tekrarlanabilir bir referansdan başlıyorsunuz.
Adım adım boşluk ayar prosedürü
Düzgün bir boşluğu artırmak için bu metodik süreci izleyin.
1. Adım: İlk simetrik boşluk ayarı
Başlangıç boşluğunuzu hesaplayın. Genel bir kural, üst rulo boşluğunu ayarlamaktır. Malzeme kalınlığının 1,1 ila 1,3 katı . 20 mm'lik bir tabak için 22 mm'lik bir boşlukla başlayacaksınız. Bu, ön bükümü başlatırken plakayı aşırı kuvvet olmadan beslemek için yeterli boşluk sağlar.
Üst ruloyu hesaplanan yüksekliğe yükseltin, ayarlamanın her iki tarafta eşit olmasını sağlayın. Ruloların hem sol hem de sağ uçlarındaki boşluğu fiziksel olarak ölçmek için bir Feeler göstergesi veya bir dizi kaliper kullanın. Bu aşamada yalnızca makinenin ölçeğine güvenmeyin.
2. Adım: İlk Bükülme ve Ölçüm
Kurşun kenarı üst rulodan hemen geçene kadar plakayı makineye besleyin.
Hem önde hem de arka kenarlarda ilk ön bükülmeyi gerçekleştirin. Bir ilk sıkıştırma makinesi için bu, bir ucu bükmek, daha sonra diğerini bükmek için plakayı tersine çevirmek anlamına gelir.
Silindiri henüz tamamlamayın. Amacınız her iki ucunda iki simetrik viraj yaratmaktır.
Adım 3: “Kaya Testi” ve Görsel Denetim
Bu en kritik tanısal adımdır.
Bükülmüş plakayı düz bir yüzeye veya bilinen iyi bir referans silindirine yerleştirin.
Plakayı nazikçe sallayın. Gözlemlemek:
Bir yandan diğer yana sallanıyor mu? Bu, viraj yarıçapının her iki tarafta farklı olduğunu gösterir - boşluk eşit değildir.
Altında tutarlı bir boşlukla düz oturuyor mu? Bu virajların simetrik olduğunu gösterir.
Ayrıca, plaka ve referans yüzeyiniz arasındaki boşluğu görsel olarak değerlendirin. Dikilen bir boşluk, tutarsız bir rulo boşluğunun açık bir işaretidir.
4. Adım: İnce ayarlı düzeltmeler yapmak
Kaya testinden elde edilen bulgularınıza dayanarak:
Bir taraf daha düz ise (daha büyük bir yarıçapa sahipse): Rulo boşluğu o tarafta çok büyüktü. Gerek o tarafta üst ruloyu daha fazla indirin Bir sonraki pas için. Bir seferde 0.1mm ila 0,2 mm - küçük artışlarla ayarlamalar yapın.
Bir taraf daha sıkısa (daha küçük bir yarıçapa sahipse): Rulo boşluğu o tarafta çok küçüktü. Gerek o tarafta üst ruloyu hafifçe kaldırın .
Önemli: Her ayardan sonra, ön kenarı yeniden bükmeli ve kaya testini tekrar yapmalısınız. Bu yinelemeli süreç başarının anahtarıdır.
Adım 5: Son haddeleme ve doğrulama
Ön-bükülmüş uçlar mükemmel simetrik olduğunda ve plaka kaya testini herhangi bir sallanmadan geçtikten sonra, tam silindiri yuvarlamaya devam edebilirsiniz.
Plakayı makineden geçirin ve daireyi kapatmak için üst ruloya kademeli ayarlamalar yapar.
Bir kez yuvarlandıktan sonra, son bir inceleme yapın. En iyi uygulama, tutarlılığı kontrol etmek için bir şablon veya çevre bandı kullanmaktır. Dikişi kaynaklayın ve sonra silindiri bir yuvarlanma masasında veya bir lazer tarayıcı ile kontrol edin.
Yaygın sorunların giderilmesi
Namlu şekli (ortada daha büyük çap): Bu genellikle rulo sapmasından kaynaklanır. Büyük bükülme basıncı, ruloların ortada hafifçe eğilmesine neden olur ve orada daha büyük bir etkili boşluk yaratır. Çözüm, makinenizde bu özelliğe sahipse, bu sapmaya karşı koymak için üst ruloyu hafifçe atlamaktır (taç).
Kum saati şekli (ortada daha küçük çap): Bu daha az yaygındır, ancak daha ince bir plaka için bir makinede aşırı ön kamaştan kaynaklanabilir.
Kalıcı spiral/bükülme: Bu neredeyse her zaman rulolar arasında önemli bir yanlış hizalamanın bir işaretidir. Rulolar paralel değildir, bu da plakanın bir açıdan “yürümesine” neden olur. Bu, makinenin kendisinin büyük bir mekanik düzeltmesini gerektirir.
Sonuç: Sabır ve süreç anahtardır
Tek tip bükme için rulo boşluğunun ayarlanması tek bir eylem değil, bir ölçüm, test ve artımlı düzeltme sürecidir. Bükülme öncesi aşamayı acele etmek en yaygın hatadır. Boşluk kontrolü ilkesini anlayarak, doğrulanmış bir sıfır noktadan başlayarak ve ince ayarınızı yönlendirmek için kaya testini dini olarak kullanarak, sürekli olarak yüksek kaliteli, tek tip silindirler ve koniler üretebilirsiniz. Bu temel beceriye hakim olmak için yatırılan zaman, daha az yeniden işleme, daha az maddi atık ve üstün nihai ürünlerde temettü ödüyor. .








Copyright o Nantong Tengzhong Makine İmalat Co, Ltd All Rights Reserved.
