-


Model:
+86 131-4173-2687(WhatsApp)
+86 131-4173-2687(WhatsApp)
Bir CNC küçük dört katlı plaka haddeleme makinesi özel şekilli parçaların yuvarlanmasını nasıl tamamlar?
2025-02-21
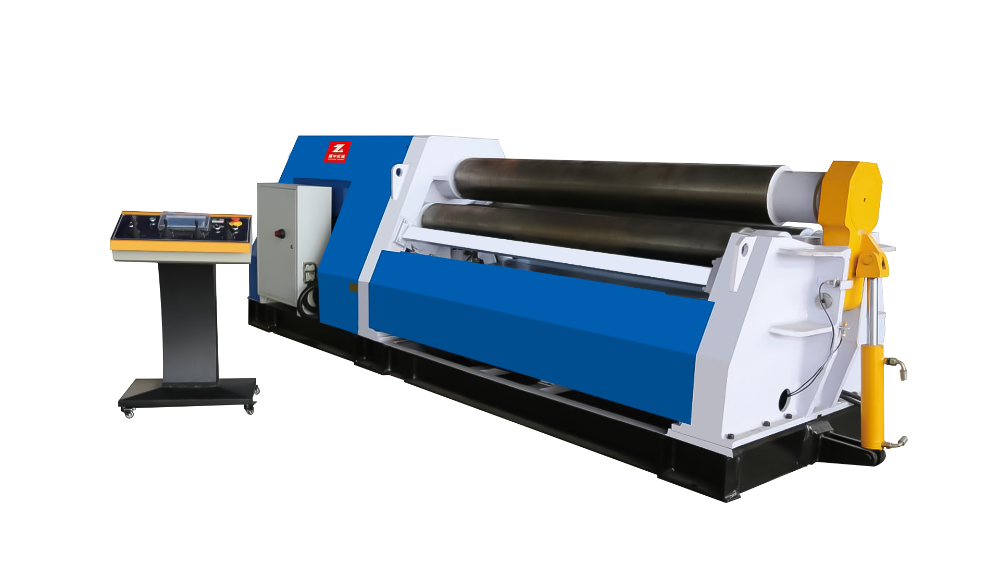
Aşağıda, L-şekilli bir kerelik bir kez oluşturma işleminin dört roll ile yuvarlanma sürecini göstereceğiz. plaka haddeleme makinesi özelleştirilmiş 2 mm kalınlığında paslanmaz çelik malzeme ve 1 metre genişliğinde.
1. Hazırlık: İlk olarak, 2 mm kalınlığında paslanmaz çelik plakayı uygun boyuta kesin ve plakanın yüzeyinin düz olduğundan ve belirgin bir kusur olmadığından emin olun. Daha sonra, L şekilli özel şekilli parçaların boyut ve eğrilik gereksinimlerine göre, CNC sistemindeki ilgili programlama parametrelerini girin.
2. Plaka Konumlandırma ve Kelepçesi: Kesilmiş paslanmaz çelik plakanın bir ucunu üst ve alt silindirlere koyun, ekipman çalışmaya başlar ve üst ve alt silindirler plakayı sıkıştırır. Şu anda, sağ silindir şaftı bir konumlandırma rolü oynamak için yükselir, silindir plaka sağ silindiri destekleyene kadar döner ve daha sonra sağ silindir sıfırlanır ve silindir sıfır noktaya geri dönmek için tersine döner. plaka.
3. Ön bükme işlemi: Silindir, arkın yuvarlanması gereken konuma döndürülür ve sol silindir ön bükme için yükselir. Ön bükme işlemi sırasında, sol silindir, plakanın başlangıçta L şekline yakın ilk bükme açısına bükülmeye başlaması için uygun basınç uygular. Ön bükme tamamlandıktan sonra, sol silindir sıfırlanır.
4. İlk ark yuvarlama: sağ silindir ön bükme konumuna yükselir ve daha sonra karşı silindir ve sağ silindir aynı anda döner, plakayı kıvrılmaya iter, yavaş yavaş L şeklinin ilk bükülme açısını oluşturur, ve bir yarım daire içine yuvarlandıktan sonra sağ silindir sıfırlanır.
5. İkinci ark yuvarlanma: Sayaç silindiri, ikinci arkın yuvarlanması gereken konuma dönmeye devam eder ve sol silindirin tekrar yükselmesi ve ikinci ark haddeleme işlemini gerçekleştirmek için sayaç silindiri ile işbirliği yapması L şeklinin ikinci bükme açısını oluşturur, böylece L şekilli özel şekilli parçanın yuvarlanmasını tamamlar.
6. İş parçasını çıkarın: Yuvarlanma tamamlandıktan sonra, karşı silindir sıfır noktaya döner, sayaç silindirinin alt silindiri iner ve daha sonra yuvarlanan L şeklinde özel şekilli parça dikkatlice çıkarılır.








Copyright o Nantong Tengzhong Makine İmalat Co, Ltd All Rights Reserved.
